


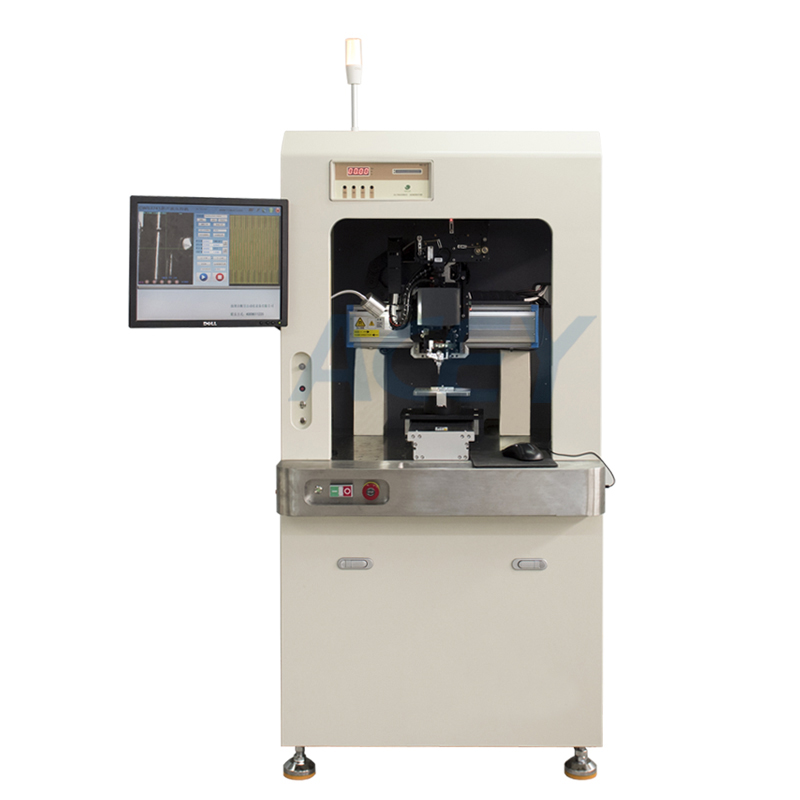
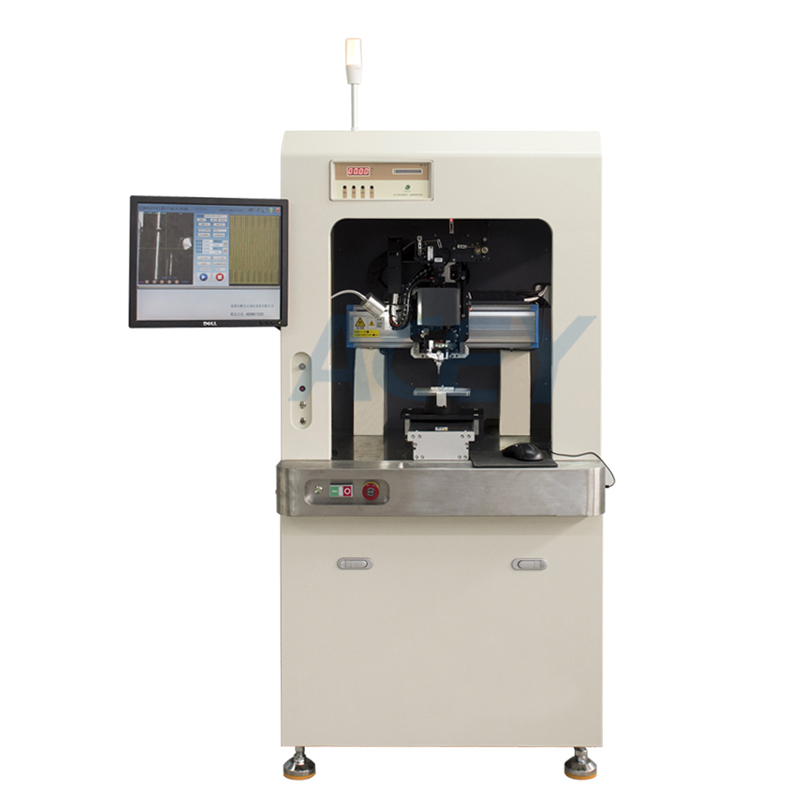
Алюминиевый проволочный соединительный аппарат литий -батареи
Принцип работы с проволочной связью
После завершения процесса сборки модуля он загружается автоматической системой подачи оборудования, а затем передается в область сварки через систему автоматического кормления, а система сварки выполняет ультразвуковую сварку в соответствии с установленными параметрами сварки и положениями.
После завершения сварки модуль переносятся в назначенное положение через систему автоматического кормления, а оператор оборудования убирает сваренный модуль и отправляет его в следующую обработку производственных процессов
|
Спецификация |
Источник питания |
|
220vac ± 10%, 50 Гц 800 Вт |
Ультразвуковая частота |
|
60 кГц |
Ультразвуковая сила |
|
0 ~ 30 Вт |
Сварная алюминиевая диаметр |
|
125 ~ 500 мкл (5 ~ 20 млн) |
Рабочая зона (максимум оси xy) |
|
400 & 400 мм (можно настроить |
Z Ось |
|
50 мм. |
C Ось: плюс или минус 90 ° |
|
Ультразвуковое время |
10 ~ 500 мс, многоканальный |
|
Сварное давление |
50 ~ 1000 г, многоканальный |
|
Скорость сварки |
На каждом проводе/1,5 секунды |
|
Угол сварки |
± 90 градусов |
|
Система зрения |
Увеличение PR -микроскопа составляет 0,5 раза |
|
Пиар -освещение |
белый свет, регулируемая яркость |
|
Размеры |
Около 964 мм*1215 мм*1525 мм (L*W*H) |
Масса

около 400 кг
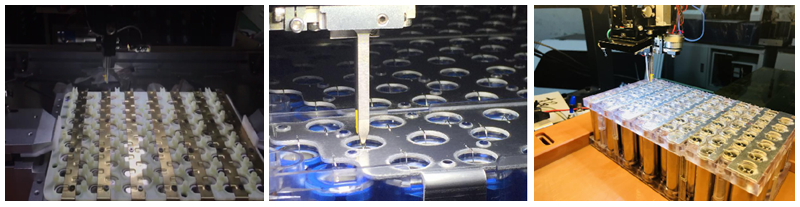
Технологический процесс проволоки








 Linkedin
Linkedin  Tik Tok
Tik Tok  Facebook
Facebook  YouTube
YouTube  Pinterest
Pinterest

















{kind=link}
{kind=link}